|
|
|
| 12/6(金) 9:15-10:50 |
オーガナイザ・座長:青木公也(中京大)
|
|
OS4-O1
|
基準点群による三次元物体認識手法の性能評価
|
| |
○出口央,堀内智之,河野寿之(安川電機),
榎田修一,江島俊朗(九工大)
|
概要:我々は三次元点群データとして計測されたバラ積みの工業用部品を対象とした三次元物体
認識手法を提案してきた.提案手法は部品の位置姿勢推定問題を,予め部品ごとに定めた基準
点群の位置推定問題に帰着させ,一般化Hough 変換の原理を利用して投票と多数決にて基準点
群の位置を決定するものである.本論文では提案手法に対して精度,認識処理時間,バラ積み状
態に対する頑健性の評価を行い,本手法がビンピッキングに対して有効であることを示す.
<キーワード>Surflet Pair,基準点群,ビンピッキング
|
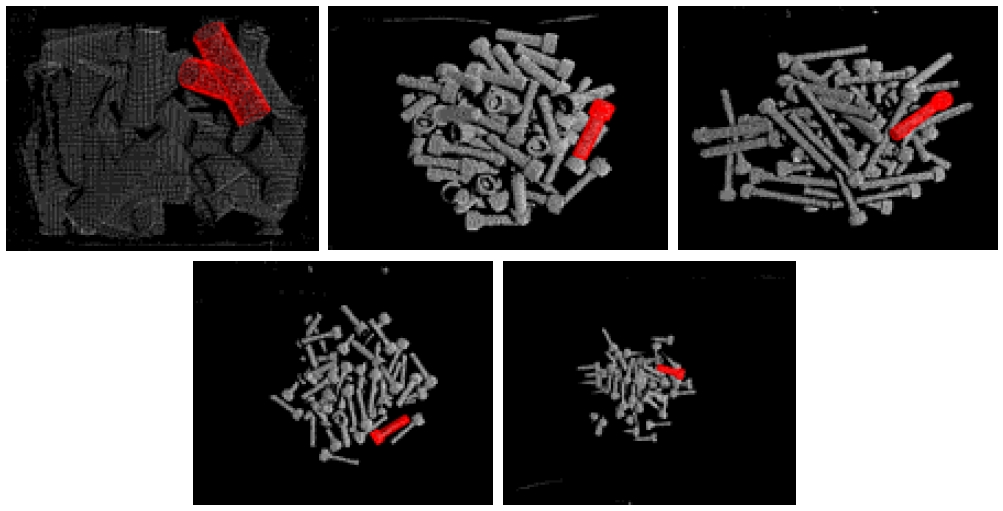
認識例(上段:Y 型分岐管,ボルトM12x40,M10x70,下段:M8x30,M6x20)
|
|
OS4-O2
|
ペア特徴の信頼性評価に基づくばら積み部品姿勢推定の安定化
|
| |
○川西亮輔,堂前幸康,奥田晴久,平位隆史(三菱電機)
|
概要:産業用ロボットがばら積み部品を取り扱うためには,部品姿勢を推定する必要があり,そのた
めの手法にペア特徴照合による姿勢推定がある.本論文では姿勢算出および統合の際に部品モ
デル‐ばら積みシーン間のペア特徴対応の整合性に基づきその信頼性を評価することで誤った姿
勢を除去し,姿勢推定の成功率(認識率)を向上させる手法を提案する.従来手法と比べ提案手
法では認識率が最大で45%向上した.実験結果より提案手法の有効性を示す.
<キーワード>部品姿勢推定,ペア特徴照合,ばら積み部品
|

ばら積み部品姿勢推定の様子
|
|
OS4-O3
|
パターン照明を用いた外観検査システムの開発
|
| |
○長門毅,布施貴史,肥塚哲男(富士通研)
|
概要:光沢塗装された製品の外観検査では,キズや汚れだけでなく,表面の微小な凹凸も欠陥として検査する必要がある.この微小な凹凸は,表面が透明体であることから,一般的な照明方法での観察が困難である.本研究では,光沢面における正反射の様子に着目し,パターン照明を備えた照明光学系と位相シフト処理による画像化手法を備えた外観検査システムを考案した.これにより,光沢面の凹凸ならびにキズや汚れを同一の検査システムで観察できることを確認した.
<キーワード>外観検査,光沢塗装,パターン照明
|
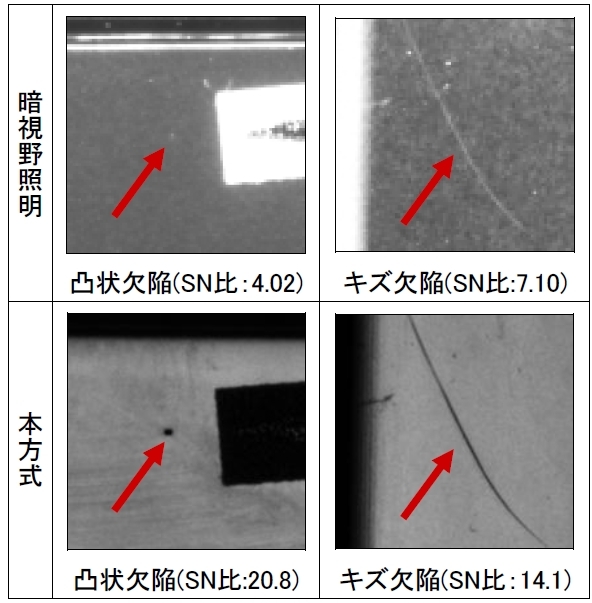
本方式と暗視野照明の比較
|
|
OS4-H1
|
CCDカメラを用いた火災炎の検出
|
| (IS2-A1) | |
○樫原孝幸,寺田賢治(徳島大),
遠藤義英,中野主久,山岸貴俊(能美防災)
|
概要:監視カメラを用いて火災炎の検出をする手法を紹介する.まず取得した映像に対して領域の抽出を行い,
次に,抽出された領域に対して特徴量を算出する.最後に算出された特徴量に基づき,
炎らしさの判定を行う.また,防災システムの構築には,高い判定精度が要求される為,
動きや形等の特徴を計算することで,人や車の動き,回転灯等の誤報源との区別を行い,最終的な火災検出判断を行った.
結果として,人や車,回転灯が設置された環境でも誤検出することはなく,多様な条件に対応可能な炎検出アルゴリズムを確立出来た.
<キーワード>防災,火災炎検出,CCDカメラ
|
.jpg)
横からの強風に煽られる炎の検出結果
|
|
OS4-H2
|
存在確率の遷移分析に基づく組み立て作業の階層的記述
|
| (IS2-A2) | |
○渡邉瞭太,橋本学(中京大)
|
概要:生産ラインにおける作業者による組み立て作業を分析するために必要な作業動作の記述フォーマットおよび,その自動記述を可能にするセンシングシステムを提案する.記述フォーマットは,手の基本動作の種類と発生順序,および手によって変化する物体の移動や状態の変化を表現するものである.提案するセンシングシステムでは,手と物体の存在位置を確率的に表現することによって,それらの干渉を評価する.実験により,自動記述が可能であること,および記述成功率83%を確認した.
<キーワード> 階層的記述,物体の組み立て作業,存在確率
|
.jpg)
階層的動作記述の概要
|
|
OS4-H3
|
教示データ自動選択による高速最適化
|
| (IS2-A3) | |
○佐藤美道,安部雄一(日立ハイテクノロジーズ)
|
概要: 画像処理アルゴリズムの自動最適化を高速化する方式を提案する.数多くのサンプルに対して共通に有効な画像処理アルゴリズムの自動最適化に本方式は効果がある.教示データであるサンプル群を分類したのち代表データを決定する自動選択処理により,使用するサンプルの数を減少させた最適化を併用して効率を向上させる.遺伝的プログラミングによるテンプレートマッチングの最適化で実験した結果,従来より効率が約2倍に向上した.
<キーワード>半導体計測,高速化,自動最適化,遺伝的プログラミング
|
.jpg)
提案手法
|
|
OS4-H4
|
実部品による【傷の気付き】処理の性能検証
|
| (IS2-A4) | |
青木公也,平井大喜,吉村裕一郎,舟橋琢磨,輿水大和(中京大),
○三和田靖彦(トヨタ)
|
概要:
著者らは,視覚生理機構の「周辺視」と「固視微動」に学んだ【傷の気付き】処理を提案している.
これまで,少なくとも画像検査における傷・欠陥の「発見」のプロセスについては,様々な目視検査
対象の自動化において汎用的に同処理が適用できる可能性を示唆した.本研究では実ワーク画
像を対象に,その検査ソフトの模擬的開発を通して,【傷の気付き】処理の汎用性と,個別の実問
題への適応性を検証する.従来の一般的な開発プロセス(一品一様の開発)と比較し,簡便なパラ
メータ調整のみで実問題に適用可能であったので報告する.
<キーワード>目視検査,自動化,傷の気付き,開発工程
|
.jpg)
開発結果例(欠陥の検出結果)
|
|
OS4-H5
|
カメラとラインレーザーによるプレス穴の位置計測システムの改良
|
| (IS2-A5) | |
○佐藤諒一,加藤邦人(岐阜大),原田耕太(KYB)
|
概要:自動車部品における穴位置寸法検査には高い精度が求められる.そこで,カメラとライン
レーザーを用いて穴位置の 3 次元計測を行う計測装置を構築し,計測対象を回転させながら計測することで誤差 0.1mm の精度を得た.
しかし,この装置ではラインレーザーの照射範囲が限られるため,製品ごとの部品形状に対して汎用性が低い.
そのため,新たにラインレーザーを平行移動させる計測装置を構築した.
<キーワード>レーザー3 次元計測,プレス穴部品,穴位置計測
|
.jpg)
計測装置
|

